Projektowanie wyprasek to kluczowy etap tworzenia elementów z tworzyw sztucznych, który bezpośrednio wpływa na efektywność procesu wtrysku oraz jakość końcowego produktu. Optymalizacja geometrii wyprasek już na etapie projektowania pozwala uniknąć licznych problemów, takich jak deformacje, skurcz, czy wady powierzchniowe. Poniżej są przedstawione dobre praktyki modelowania wyprasek, które pomogą w tworzeniu funkcjonalnych i trwałych produktów.
Kluczowe znaczenie jednorodnej grubości ścian
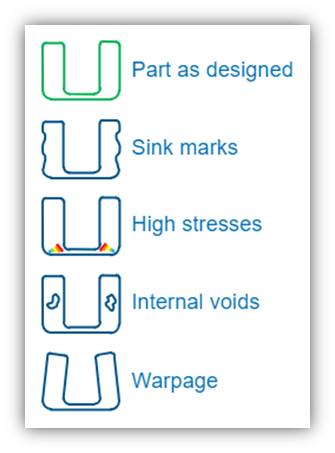
Jednorodność grubości ścian wypraski to fundament dobrego projektowania. Niejednorodna grubość prowadzi do szeregu problemów technologicznych i eksploatacyjnych. Przede wszystkim powoduje nierównomierny skurcz, co skutkuje widocznymi deformacjami, takimi jak zapadnięcia czy wypaczenia. Różnice w grubości ścian mogą prowadzić także do wewnętrznych pustych przestrzeni, generując defekty strukturalne.
Ponadto nierównomierna grubość wpływa na przepływ tworzywa w gnieździe formy. Materiał zawsze podąża ścieżką najmniejszego oporu, co może skutkować tworzeniem się pułapek powietrznych lub linii łączenia w nieprzewidzianych miejscach. Dodatkowo, różnice w prędkościach przepływu zwiększają ryzyko powstania naprężeń cieplnych i nierównomiernego chłodzenia, co negatywnie wpływa na końcową jakość wypraski.
Aby uniknąć tych problemów, należy dążyć do projektowania ścian o możliwie jednakowej grubości na całej długości i szerokości wypraski.
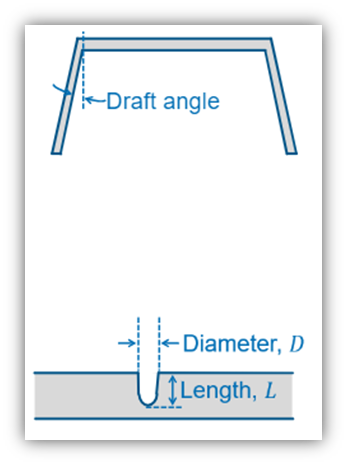
Kąt pochylenia jako element ułatwiający wyrzut
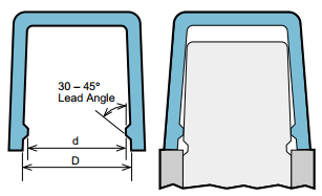
Właściwie zaprojektowany kąt pochylenia jest nieodzowny w procesie wytwarzania wyprasek. Po ostygnięciu tworzywo kurczy się i przylega do rdzenia formy, co bez odpowiedniego kąta pochylenia może znacznie utrudnić wyrzucenie wypraski. Minimalny zalecany kąt wynosi 0,5°, ale w praktyce warto stosować co najmniej 1°, aby zapewnić płynny wyrzut.
Rola odpowiednio zaprojektowanych otworów
Otwory są nieodłącznym elementem wielu wyprasek, ale ich projektowanie wymaga przestrzegania kilku zasad. Otwory przelotowe są zwykle lepszym wyborem niż otwory nieprzelotowe, ponieważ umożliwiają równomierne rozłożenie naprężeń i zapobiegają deformacjom.
W przypadku otworów nieprzelotowych należy zwrócić uwagę na proporcje ich głębokości do średnicy. Dla otworów o średnicy mniejszej niż 5 mm stosunek ten powinien wynosić 2:1, a dla większych otworów – 4:1.
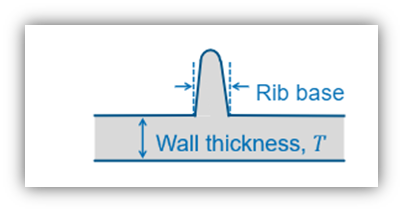
Żebra – zwiększanie sztywności bez wad
Żebra to skuteczny sposób na zwiększenie sztywności wypraski bez konieczności zwiększania grubości ścian. Aby uniknąć problemów, takich jak zapadnięcia czy nadmierne naprężenia, należy stosować odpowiednie proporcje wymiarów:
- Podstawa żebra powinna mieć od 50% do 67% grubości ścianki,
- Wysokość żebra nie powinna przekraczać trzykrotności grubości ścianki.
- Promień zaokrąglenia żeber powinien zawierać się w przedziale od 25% do 75% grubości ścianki
Jeżeli żebra nie zapewniają odpowiedniego wsparcia, nie należy zwiększać ich grubości, jedynie dodać większą ilość żeber.
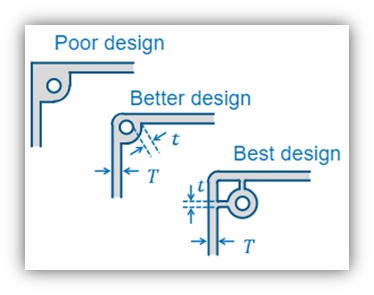
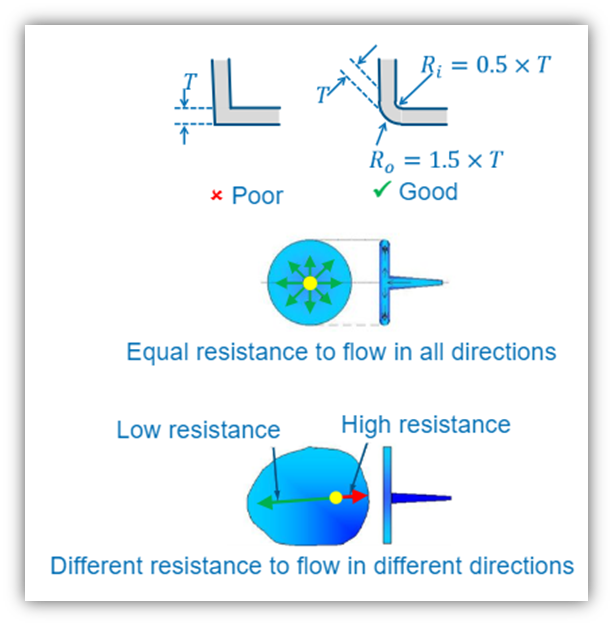
Odpowiednio zaprojektowane narożniki
Narożniki są szczególnie narażone na skupienie naprężeń, dlatego ich odpowiednie zaokrąglenie jest kluczowe. Zamiast ostrych krawędzi należy stosować promienie, które minimalizują naprężenia wewnętrzne i ryzyko pęknięć.
Promień wewnętrzny narożnika powinien wynosić co najmniej połowę grubości ścianki, natomiast promień zewnętrzny – około 1,5-krotność tej grubości. Dzięki temu można zapewnić płynny przepływ tworzywa oraz równomierne chłodzenie.
Lokalizacja bramki – równomierne wypełnienie formy
Prawidłowe umiejscowienie bramki ma kluczowe znaczenie dla równomiernego wypełnienia formy i minimalizacji wad wypraski. Bramki powinny być lokalizowane w najgrubszych częściach ścian, co pozwala uniknąć problemów z niewystarczającym wypełnieniem. Dodatkowo, strumień tworzywa powinien kierować się na pobliską powierzchnię ściany formy, co poprawia przepływ i jakość części.
Linia podziału – funkcjonalność i estetyka
Linia podziału to miejsce styku dwóch połówek formy, które ma wpływ na estetykę wypraski oraz proces produkcji. W miarę możliwości linia podziału powinna być prosta i przebiegać w jednej płaszczyźnie. W przypadku bardziej skomplikowanych kształtów można stosować wyrzeźbione powierzchnie, które umożliwiają uzyskanie pożądanych detali bez pogorszenia funkcjonalności.
Podcięcia – wyzwanie projektowe
Podcięcia to elementy geometrii, które utrudniają wyrzucanie wypraski z formy. W wielu przypadkach są one nieuniknione, ale ich odpowiednie zaprojektowanie może zminimalizować problemy. Część wypraski powinna mieć możliwość odkształcenia w trakcie wyrzucania, dlatego należy uwzględnić elastyczność materiału oraz kształt podcięcia.
Podsumowanie
Stosowanie dobrych praktyk w modelowaniu wyprasek pozwala na uniknięcie wielu problemów produkcyjnych i eksploatacyjnych. Odpowiednio zaprojektowane elementy wypraski, takie jak ściany, narożniki czy bramki, mają bezpośredni wpływ na jakość i trwałość produktu końcowego. Dzięki przestrzeganiu powyższych zasad projektanci mogą tworzyć wypraski, które nie tylko spełniają wymagania technologiczne, ale także zapewniają estetykę i funkcjonalność na najwyższym poziomie.
Pokazanie dobrych praktyk projektowania na podstawie przykładu
Poniższy przykład pokazuje jak za pomocą SOLIDWORKS Plastics poprawnie zaprojektować kształt wypraski.
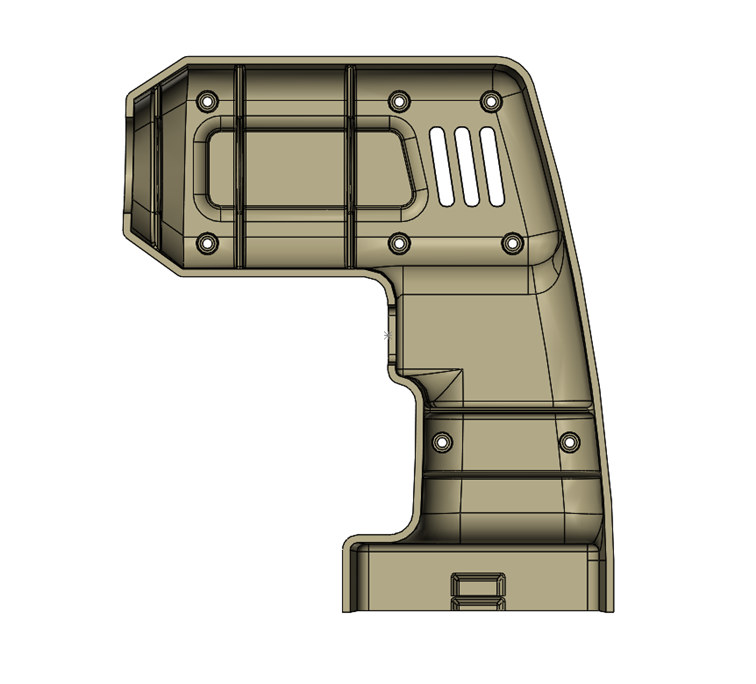
Element, który będzie wzięty pod uwagę to obudowa wiertarki.
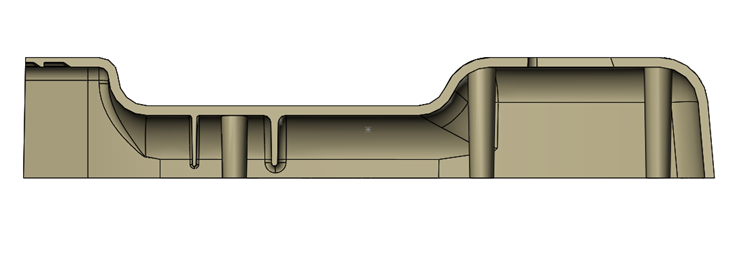
Kolejnym aspektem, na który należy zwrócić uwagę jest grubość żeber. W tym celu geometria została przycięta płaszczyzną, żeby sprawdzić wizualnie, czy model został zaprojektowany zgodnie z zaleceniami.
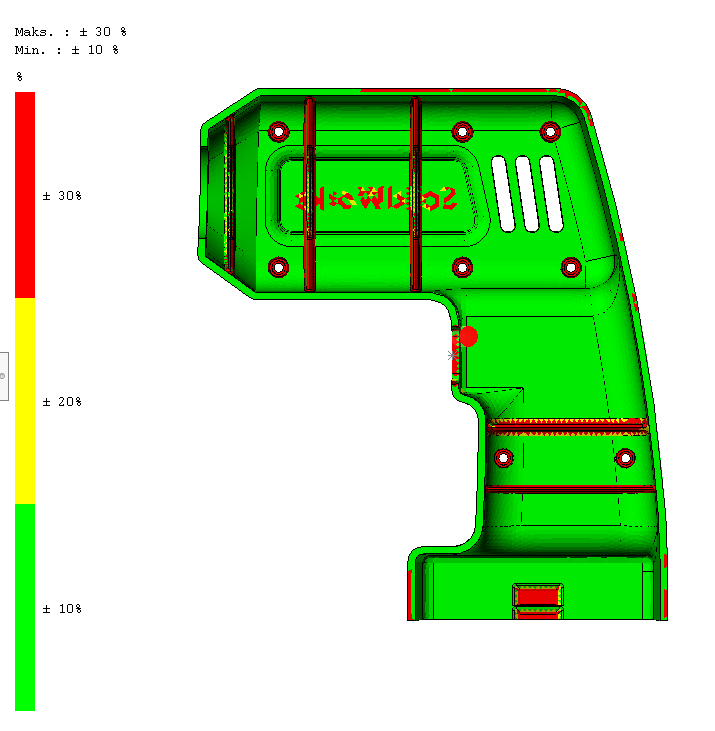
Dla tak zaprojektowanej wypraski oraz dla materiału PP, wykres wtopień wygląda następująco.
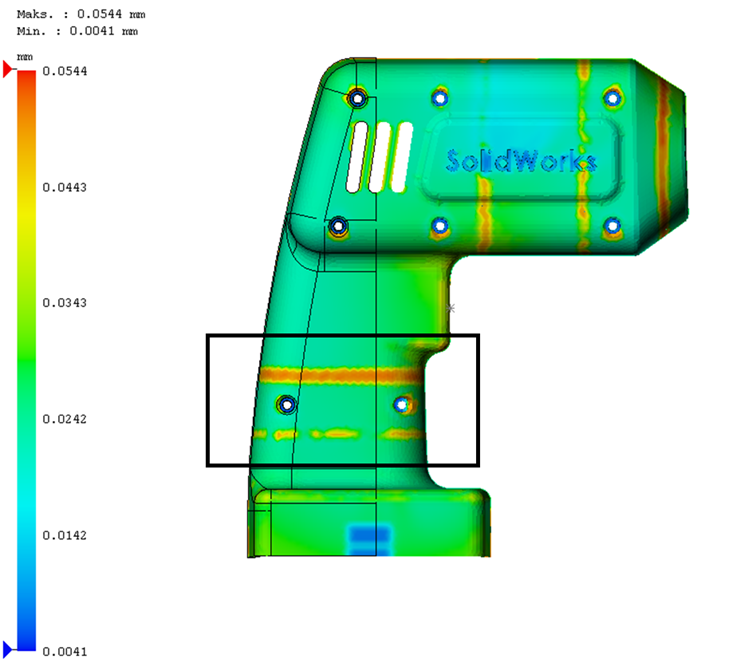
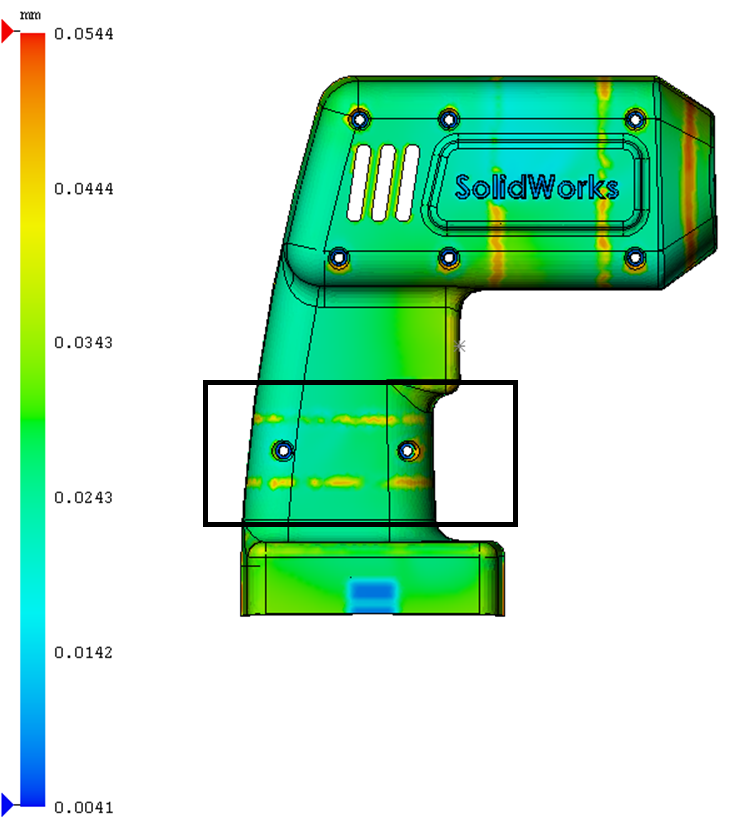
Wnioski
Jak widać, warto jest stosować się do podanych porad, ponieważ poprawiają one jakość wypraski. Dodatkowo jeżeli użytkownik nie jest pewien jak zachowa się jego wypraska, to możliwe jest zasymulowanie całego procesu wtrysku w SOLIDWORKS Plastics. Użytkownik ma tam dostęp do takich wyników, jak czas wypełniania, pułapki powietrzne, wtopienia, naprężenia szczątkowe czy deformacja wypraski. Przeprowadzenie symulacji komputerowych pozwoli na zoptymalizowanie kształtu detalu i znalezienie jak najlepszego rozwiązania.