Proces wtryskiwania tworzyw sztucznych składa się z kilku etapów. Pierwszym z nich jest etap wypełnienia, następnie następuje etap dopakowania, żeby po nim wystąpił etap chłodzenia i wysunięcia elementu z formy.
Sam faza wypełnienia jest nazywany etapem, w którym kontrolowana jest prędkość i trwa on do momentu, w którym tworzywo sztuczne wypełni 99% całej objętości formy. Często jest wybierane 99% zamiast 100% żeby zredukować widoczność linii łączenia (Linie łączenia powstają w miejscach części, gdzie stykają się ze sobą co najmniej dwa czoła stopionego materiału, a materiał się nie miesza).
Po etapie wypełnienia, występuje etap dopakowania, który nazywany jest fazą kontrolowania ciśnienia. W trakcie dopakowania tworzywo, w formie schładza się oraz kurczy. Żeby zminimalizować te efekty, dodatkowe tworzywo sztuczne jest doprowadzane do formy pod kontrolowanym ciśnieniem. Powoduje to, że stygnące, kurczące się tworzywo jest dociskane do ścian formy. Etap pakowania trwa tak długo, jak długo dodatkowe tworzywo może przepływać przez bramę. Gdy dodatkowe tworzywo przestaje przepływać, kończy się etap pakowania i rozpoczyna się etap chłodzenia.
W fazie chłodzenia, ciśnienie jest redukowane i tworzywo sztuczne się chłodzi aż do momentu, kiedy osiągnie temperaturę, która umożliwi wysunięcie elementu z formy. Należy nadmienić, że temperaturę tą powinien osiągnąć cały element, a nie tylko powierzchnie. Wynika to z faktu, że przy wysuwaniu tworzywa sztucznego z formy, mogłoby dojść do dodatkowej deformacji.
W poniższym artykule przedstawię przykładową symulację wtryskiwania tworzywa sztucznego, w którym uwzględnię fazę wypełnienia i dopakowania.
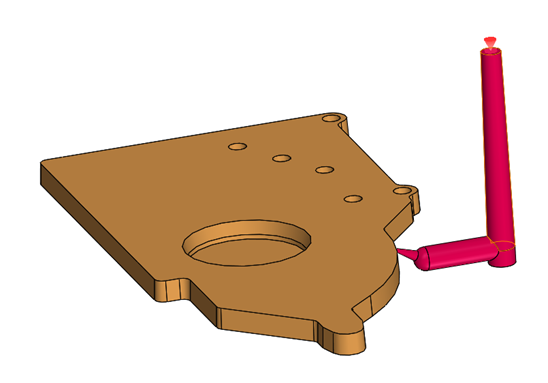
Forma, do której będzie wprowadzany element, została przedstawiona na poniższym rysunku. Na kolor czerwony zaznaczono układ kanałów wlewowych, natomiast kolorem pomarańczowym została zaznaczona docelowa część.
Aby wykonać symulację, należało skorzystać z kreatora symulacji. Na samym początku zdecydowano się, że procedura analizy będzie dotyczyć bryły, a nie skorupy. Zdecydowano się na tą opcję z tego względu, że wyniki symulacji będą bardziej wiarygodne. Następnie jako typ symulacji wybrano symulację wypełnienia i dopakowania.
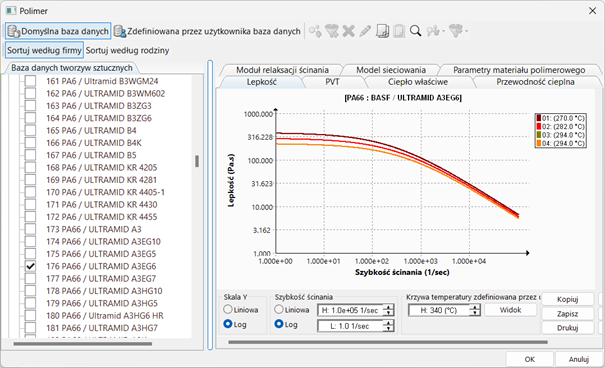
Jako materiał wybrano PA66/ULTRAMID A3EG6. Następnie zmieniono opcje dopakowania. Czas utrzymania ciśnienia ustawiono na wartość 40 sekund, a czas samego chłodzenia zostawiono wartość domyślną, czyli 18,401 sekund.
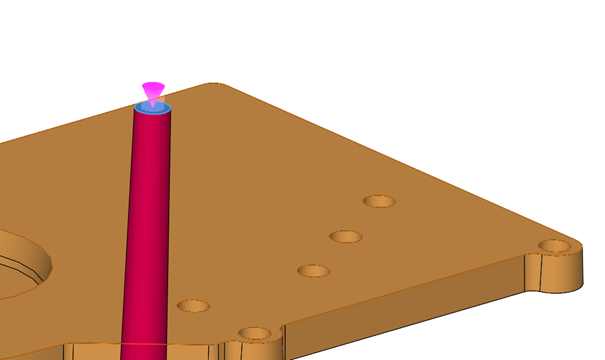
Następnym etapem było określenie domen. Badany element wybrano jako gniazdo, a czerwony element wybrano jako kanał wlewowy. Po zdefiniowaniu elementów, przypisano warunek brzegowy, który określał lokalizację punktu wtrysku. Jako miejsce punktu wtrysku wybrano górną ścianę kanału wlewowego.
Jako typ siatki zdecydowano się na siatkę hybrydową czworościenną. Siatkę powierzchniową wybrano opcję zgrubną, natomiast metodę zagęszczania wybrano „oparte o krzywizny”. Dodatkowo wybrano zaawansowane sterowanie siatką i wybrano dwie ściany, na których rozmiar siatki podano 0.4 mm. Wybrane opcje zostały przedstawione na poniższym rysunku.
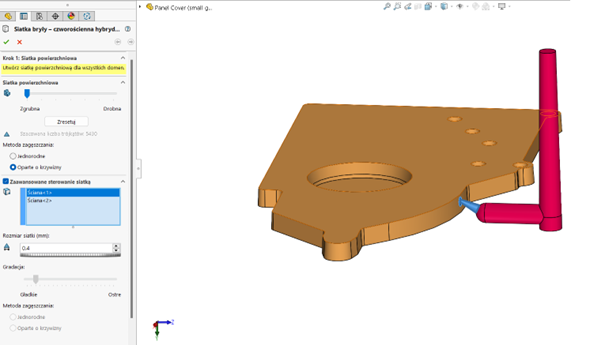
Tak utworzona siatka posiada 70683 elementów oraz 27201 węzłów. Sam kształt siatki został przedstawiony poniżej.

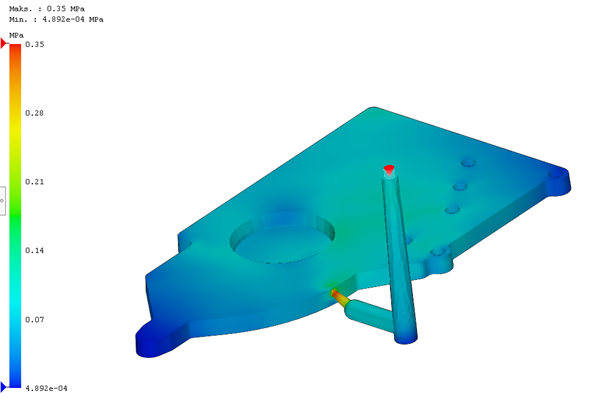
Dla tak wybranych ustawień przeprowadzono symulację. Pierwotnie zwrócono uwagę na naprężenia ścinające na końcu wypełnienia.

Okazało się, że maksymalne naprężenia ścinające są większe niż dla wartości podanych w bazie danych (0.5 MPa). Może to spowodować wystąpienie mętnego bądź mglistego odbarwienia tworzywa sztucznego w okolicach połączenia gniazda i kanału wlewowego. Ponadto tworzywo sztuczne występujące w tej części formy może być słabsze niż w pozostałych częściach.
Problem ten można rozwiązać na kilka możliwych sposobów. Możliwa jest zmiana czasu wypełniania, czy poprzez zmianę temperatury formy. Jednakże najprostszym sposobem jest zwiększenie średnicy kanału wlewowego. Dlatego też postanowiono przeprowadzić tą samą symulację dla zmienionej geometrii (długość kanału wlewowego zmieniono z 2.82 mm na 7.6 mm). Dla tak zmienionej geometrii maksymalne naprężenia ścinające zmalały z 0,88 MPa na 0.35 MPa.
Po przeprowadzeniu symulacji sprawdzono, jak zmieniła się masa części w trakcie trwania procesu wtrysku.

Masa części osiąga stałą wartość po około 40 sekundach. Jednakże od 15 sekundy do 40 sekundy, masa części nie zmienia się znacznie. Wynika stąd, że może nie jest warto wydłużać czas utrzymywania ciśnienia przez tak długi okres. Należy przeprowadzić symulację dla znacznie krótszego czasu utrzymania ciśnienia i należy sprawdzić, czy jakość produktu znacząco spadnie. W związku z tym postanowiono sprawdzić wynik kurczenia objętościowego na końcu wypełniania. Dla pierwszej symulacji, otrzymano poniższe wyniki. Widać, że poziom kurczenia jest na poziomie 2,3% w prawie całej objętości.

Następnie postanowiono przeprowadzić symulację, gdzie czas utrzymania ciśnienia zmniejszono do 15 sekund. Dla takich ustawień uzyskano poniższy wynik.
Jak widać, kurczenia objętościowe są średnio na poziomie 4%. Wynika stąd, że skrócenie czasu utrzymania ciśnienia ma znaczący wpływ na ostateczne wyniki. Oczywiście ostateczna decyzja dotycząca jakości produktu należy do inżyniera, który musi określić do czego będzie wykorzystywany dany element. To on musi znaleźć odpowiednie optimum do danego przypadku.
Ponadto, żeby móc ocenić czy dany element można już wysunąć formy, należy sprawdzić temperaturę jaką osiąga dany element. W tym przypadku temperatura wyrzutu dla materiału PA66/ULTRAMID A3EG6 wynosi 225°C. Wynika stąd, że maksymalna temperatura gniazda może wynosić 225°C. Aby się tego dowiedzieć można wykorzystać wykres izopowierzchni, który pokaże regiony, których temperatura jest nie mniejsza niż dana temperatura.
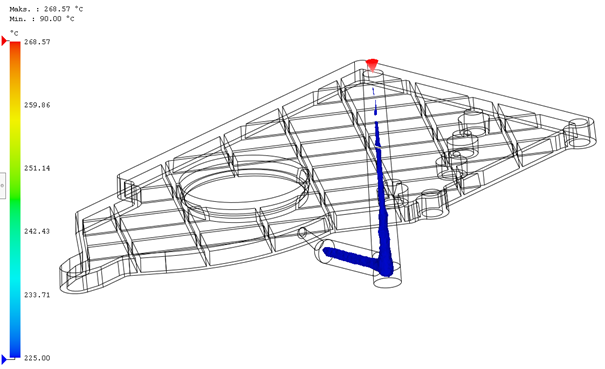
Jak widać, temperatura gniazda jest odpowiednia niższa i dany element można już wysunąć z formy.
Ponadto program umożliwia obserwację, jak zmienia się temperatura w danym punkcie w funkcji czasu. W tym przypadku wybrałem element leżący na granicy kanału wlewowego i gniazda. Wyniki zostały przedstawione poniżej.

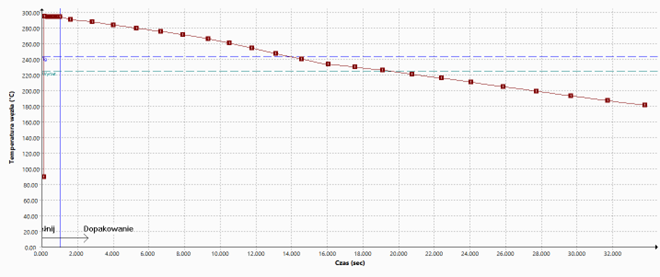
Widać, że punkt osiąga temperaturę wyrzutu około 20 sekundy. Wynika stąd, że czas samego etapu chłodzenia wynosił 4 sekundy (czas wypełniania trwa 1 sekundę, a dopakowanie trwa 15 sekund).
Wynika stąd, że symulacja dopakowania jest bardzo przydatnym narzędziem, które pozwala w jeszcze bardziej realistyczny sposób odzwierciedlić wtryskiwanie tworzywa sztucznego. Jest to bardzo przydatne narzędzie, które pozwala stwierdzić, ile powinien trwać czas dopakowania oraz pozwala zwizualizować jakość produktu w zależności od czasu trwania dopakowania. Dzięki SOLIDWORKS Plastics można znacząco przyśpieszyć projektowanie procesu wtrysku.