W obecnych czasach, materiały odgrywają niezwykle ważną rolę w przemyśle. To one decydują o wyglądzie, wadze oraz fizycznych i chemicznych właściwościach produkowanych przedmiotów. Rozwój technologii przekłada się na coraz lepsze parametry i właściwości urządzeń i pojazdów. Często poprawa tych wskaźników jest osiągana poprzez zmniejszenie masy konstrukcji. Przemysł przetwórstwa tworzyw sztucznych rozwija się dzięki takim innowacjom, umożliwiając produkcję lekkich wyrobów o doskonałych właściwościach termo- i elektroizolacyjnych.
Jednakże wyprodukowanie elementów z tworzywa sztucznego jest również bardzo skomplikowanym zagadnieniem. Przewiduje się, że 70% wszystkich tworzonych plastików jest wykonywane za pomocą wtrysku. Dlatego też, żeby móc poprawnie zaprojektować ten proces, SOLIDWORKS posiada dodatek SOLIDWORKS Plastics, który pozwala zasymulować wtrysk tworzyw sztucznych. Program ten posiada wiele funkcjonalności i umożliwia użytkownikowi na zasymulowanie takich etapów procesu jak: wypełnianie, dopakowanie, chłodzenie i paczenie. Program pozwala także na wykrywanie pułapek powietrznych, czy linii łączenia. Jednakże w tym artykule zostanie zaprezentowana możliwość programu do wykrywania niewystarczającego napełnienia.
Czym jest niewystarczające napełnienie oraz kiedy może wystąpić? Zjawisko to zachodzi w momencie, w którym roztopione tworzywo sztuczne schładza się i krzepnie, zanim forma wypełni się w całości. Jak widać jest to poważny problem, który dzięki programowi SOLIDWORKS Plastics może zostać wykryty już na etapie projektowania i może zostać wyeliminowany.
Przykład, w którym zostało to zaprezentowane przedstawia, poniższy rysunek, na którym został zaprojektowany plastikowy kielich. Bardzo istotną informacją jest to, że grubość ścianek wynosi 0.60 mm.
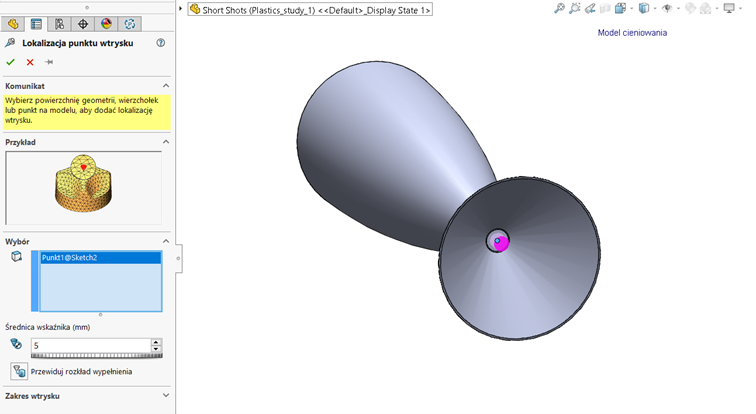
Lokalizacja punktu wtrysku zaznaczone na poniższym rysunku różowym walcem. Średnica dyszy dolotowej jest równa 5 mm.
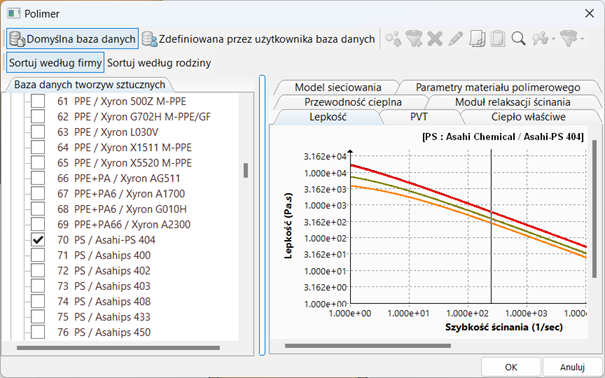
Materiałem, który jest doprowadzany do formy jest tworzywo sztuczne PS / Asahi- PS 404.
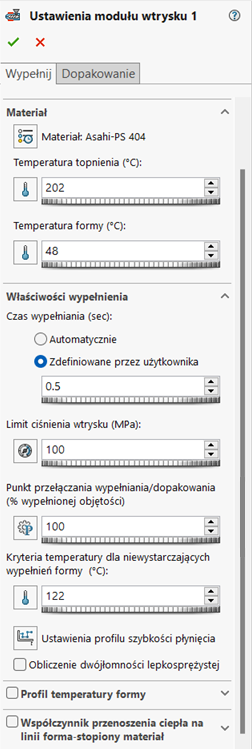
Kolejnym etapem przeprowadzania symulacji jest ustawienie parametrów modułu wtrysku. Użytkownik ma dostęp do takich jak:
Temperatura topnienia- jest to temperatura z jaką tworzywo sztuczne jest wprowadzane do punktu wtrysku
Temperatura formy- jest to temperatura ścianek, w trakcie trwania procesu wypełniania
Czas wypełnienia- czas potrzebny do wypełnienia formy
Limit ciśnienia wtrysku- maksymalne ciśnienie z jakim może być dostarczane tworzywo sztuczne
Punkt przełączania wypełniania/dopakowania- określenie momentu, w którym program przechodzi do procesu dopakowania. Zazwyczaj jest to wykonywane w momencie, w którym tworzywo sztuczne wypełnia 99% formy
Kryterium temperatury dla niewystarczających wypełnień formy- jeśli temperatura roztopionego tworzywa sztucznego osiągnie tą wartość, to program automatycznie wykryje to miejsce jako miejsce niewystarczającego wypełnienia formy.
Wiele z tych parametrów jest ustawianych automatycznie, zaraz po wybraniu materiału. Jednakże użytkownik posiada możliwość zmienienia wartości tych parametrów. W tym artykule wszystkie parametry posiadały domyślną wartość, poza czasem wypełnienia, który został ustawiony na wartość równą 0,5 sekundy.
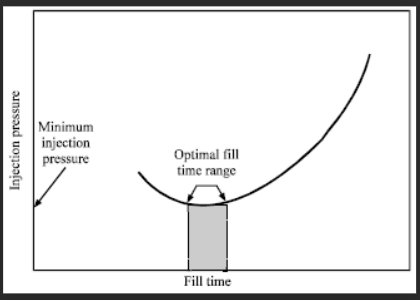
Czas wypełnienia jest bardzo istotnym parametrem. Posiada on znaczący wpływ na prędkość oraz ciśnienie, którym jest podawane tworzywo sztuczne do formy. W momencie, w którym czas wypełnienia jest krótki, to prędkość jest wysoka i duża ilość tworzywa sztucznego przechodzi przez dysze dolotową jednocześnie. Powoduje to wzrost ciśnienia. Z drugiej strony, jeśli czas wypełnienia jest długi, to prędkość jest niska i istnieje ryzyko, że płynne tworzywo sztuczne zastygnie, ze względu na swoją nienewtonowską naturę, która zaczyna krzepnąć pod wpływem niskiego ścinania. Zjawisko to także prowadzi do wzrostu ciśnienia. Wykres przedstawiający ciśnienie wtrysku w funkcji czasu wypełnienia został przedstawiony poniżej. Z poniższego wykresu wynika, że istnieje czas wypełnienia, przy którym forma może zostać wypełniona, przy możliwie najniższym ciśnieniu.
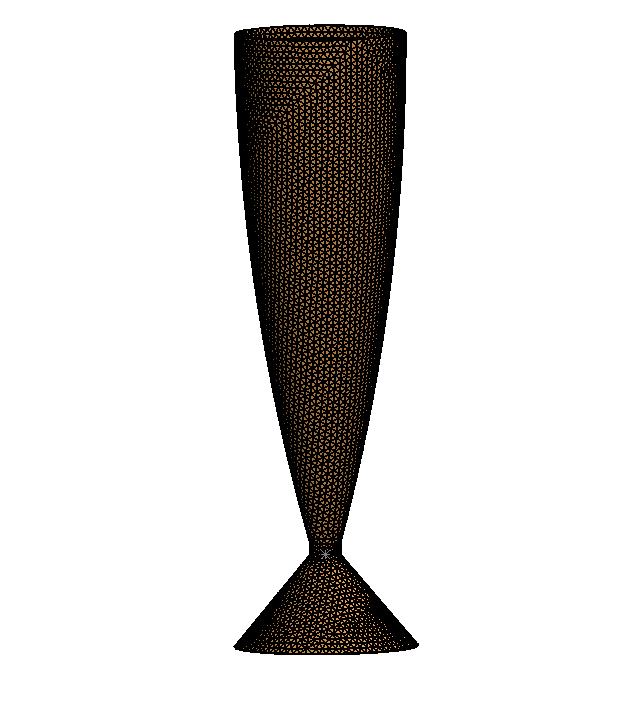
Po ustawieniu wszystkich parametrów związanych z metodą wtrysku, należało przejść do dyskretyzacji siatki. SOLIDWORKS Plastics umożliwia na tworzenie siatek ortogonalnych, automatycznych oraz hybrydowych. W przykładzie tym zdecydowano się na użycie siatki hybrydowej o wielkości elementu równym 2mm. Ponadto wybrano opcję, że wszystkie elementy mają mieć jednakowy rozmiar. Dla tak wybranych opcji, siatka składała się z 62700 elementów. Kształt siatki został zaprezentowany poniżej.
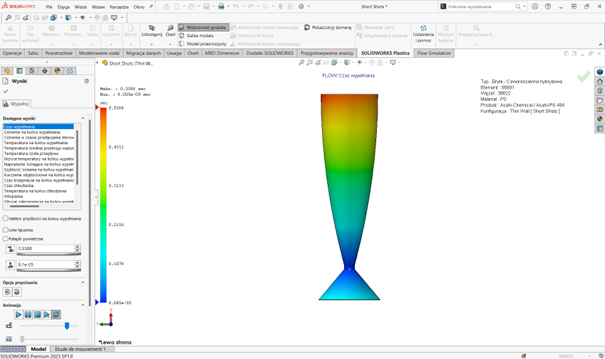
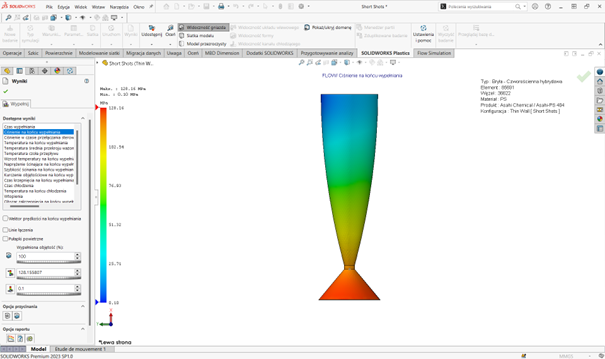
Dla tak ustawionych parametrów przeprowadzono symulację wypełnienia formy. Uzyskany wynik został przedstawiony poniżej.
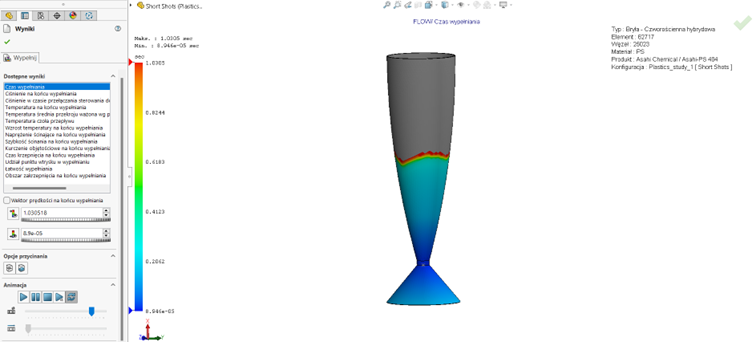
Jak widać, cała forma nie została wypełniona. Wynika stąd, że w rzeczywistości również wystąpiłoby niewystarczające napełnienie. Ponadto widać, że tworzywo sztuczne jest już wstrzykiwane z maksymalnym ciśnieniem i nie można go zwiększyć.
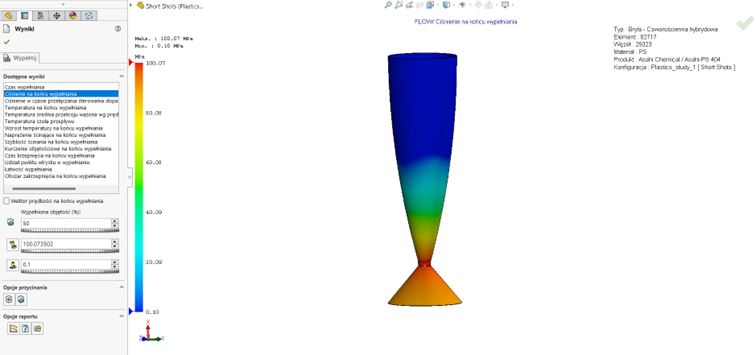
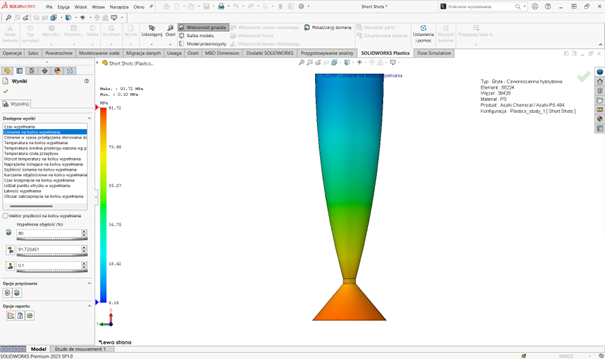
Aby wyeliminować ten defekt należy wykonać jedną z dwóch opcji. Pierwszą możliwością jest zwiększenie grubości ścianek, a drugą opcją jest zwiększenie ciśnienia na wlocie. W poniższym artykule postanowiono przedstawić wyniki dla obu możliwości. Na początku zmieniono grubość ścianek z 0.60 mm na 1.20 mm. Takie rozwiązanie pozwoliło na całkowite wypełnienie formy. Jednakże to rozwiązanie będzie wiązało się z większym zapotrzebowaniem na tworzywo sztuczne. Wyniki dla tej konfiguracji zostały przedstawione poniżej
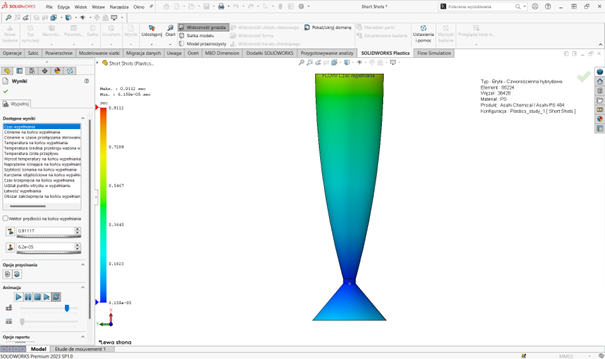
Drugą możliwością jest zwiększenie maksymalnego ciśnienia. W tym przypadku zmieniono ciśnienie na 150 MPa. Należy zdawać sobie sprawę, że większość wtryskarek posiada maksymalne ciśnienie 100 MPa, ale istnieją też wtryskarki z maksymalnym ciśnieniem rzędu 240 MPa. Dlatego też wartość 150 MPa jest osiągalną wartością. Wyniki dla takiego maksymalnego ciśnienia zostały przedstawione na poniższych rysunkach.
Jak wynika z powyższych rysunków, obie metody zagwarantują pełne wypełnienie formy. Jednakże należy zdawać sobie sprawę, że w prawdziwym procesie wtrysku istnieje dodatkowy spadek ciśnienia na dyszach dolotowych, dlatego zaleca się, aby ciśnienie na końcu wypełniania było w okolicach 50% maksymalnego ciśnienia wtryskiwania, w momencie w którym modeluje się jedynie formę.
SOLIDWORKS Plastics umożliwia w bardzo prosty i intuicyjny sposób zamodelować proces wtrysku tworzyw sztucznych. Ponadto istnieje poradnik, który ułatwia analizę otrzymanych wyników i sugeruje, które elementy należy poprawić. Jednym słowem, SOLIDWORKS Plastics jest odpowiednim narzędziem, zarówno dla osób doświadczonych jak i dla osób, które zaczynają swoją przygodę z wtryskiwaniem tworzyw sztucznych.